
Zvárané oceľové rúry sa delia na:
Elektrické odporovo zvárané potrubie(ERW),Špirálová oceľová rúrka(SSAW),Pozdĺžne zvárané potrubie pod tavivom(LSAW)
Veľkosť:
①Oceľové potrubie ERW:
OD: 21,3 mm ~ 660 mm; WT: 1 mm ~ 17,5 mm;DĹŽKA: 0,5 m ~ 22 m
② Oceľové potrubie LSAW:
VN: 406 mm ~ 1422 mm; Hmotn.: 6,4 mm ~ 44,5 mm; DĹŽKA: 5 m ~ 12 m
③ Oceľová rúrka SSAW:
OD: 219,1 mm ~ 3500 mm;WT: 6mm ~ 25mm (do 1'');DĹŽKA: 6mtr ~ 18mtr, SRL, DRL
Štandard a stupeň:
ASTM A53, Grade A/B/C,API 5L,PSL1,PSL2,GR.B/X42-X80,ASTM A795,ASTM A135,ASTM A252,GR.1/2/3,AWWA C200
▇ ▍ Popis
Zváraná oceľová rúra je vytvorená pomocou plochých oceľových dosiek alebo oceľových pásov a jej výrobný proces vytvára švy v jej tele.Konkrétne, keď sa vyrábajú zvárané oceľové rúry, oceľový plech alebo pás sa ohýba a následne zvára buď do kruhového, tradičného tvaru rúry alebo do štvorcového tvaru. Rúrka LSAW, rúra SSAW a rúra ERW sú všetky zvárané oceľové rúry a sú klasifikované na základe spôsob zvárania.Napríklad rúrka LSAW je zváraná pozdĺžne a rúrka SSAW je zváraná špirálovo.Rúrka ERW je zváraná elektrickým odporom, výsledkom čoho je šev, ktorý prebieha paralelne pozdĺž tela rúry.
▇ ▍Oceľová rúra ERW
Vysokofrekvenčné zvárané rúry sú vo všeobecnosti priamo rozrezané, ale oceľové rúry s rovnými rezmi nemusia byť nevyhnutne vysokofrekvenčne zvárané.Vysokofrekvenčná priamo štrbinová elektrická odporová zváraná oceľová rúra je tvorená povrchovým efektom a efektom blízkosti vysokofrekvenčného prúdu po vytvorení za tepla valcovanej cievkovej platne formovacím strojom a okraj polotovaru rúrky je zahrievané a roztavené a tlakové zváranie sa vykonáva pôsobením prítlačného valca na realizáciu výroby.Vysokofrekvenčná odporová zváraná oceľová rúra sa líši od bežného procesu zvárania rúr.Zvar je vyrobený zo základného materiálu telesa oceľového pásu a mechanická pevnosť je lepšia ako u všeobecnej zváranej rúry.Povrch je hladký, vysoko presný, má nízku cenu a má nízku výšku zvarového švu, čo je výhodné pre povlak 3PE antikorózneho náteru.
▇ ▍Oceľová rúrka LSAW
Pozdĺžne zváranie pod tavivom sa vyrába použitím jednej strednej a hrubej dosky ako suroviny, lisovaním (valcovaním) oceľovej dosky vo forme alebo tvárniacom stroji do polotovaru rúry, obojstranným zváraním pod tavivom a rozšírením priemeru.Množstvo podávania oceľového plechu možno automaticky nastaviť podľa rôznych tried ocele, hrúbky steny a šírky plechu.Funkcia kompenzácie deformácie zároveň účinne zabraňuje nepriaznivým účinkom deformácie formy na tvárnenie a zabezpečuje rovinnosť celej dĺžky oceľového plechu počas procesu lisovania.Krok podávania je rovnomerný počas tvarovania, čím sa zaisťuje okrúhlosť polotovaru rúry a rovinnosť zvarovej hrany.Hotový výrobok má širokú škálu špecifikácií a zvar má dobrú húževnatosť, plasticitu, rovnomernosť a kompaktnosť.Má výhody veľkého priemeru potrubia, hrúbky steny potrubia, odolnosti voči vysokému tlaku, odolnosti voči nízkej teplote a silnej odolnosti proti korózii.
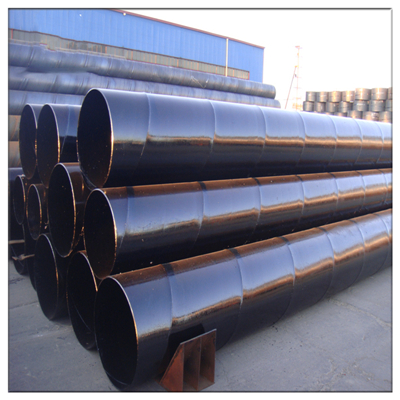
▇ ▍Oceľová rúrka SSAW
Špirálovo zváraná rúra (rúrka SSAW, nazývaná tiež rúra HSAW).Rúra je tvorená technológiou špirálového zvárania pod tavivom.Špirálovo zvárané rúry sa vyrábajú pomocou užších plechov alebo zvitkov valcovaných za tepla, čo výrazne znižuje ich výrobné náklady.Zváracia čiara má tvar špirály.Proces špirálového zvárania umožňuje výrobu rúr s veľkým priemerom vhodných na prepravu veľkých objemov ropy a plynu.Niektoré rúry SSAW boli historicky obmedzené na nízkotlakové aplikácie.


Čas odoslania: 16. októbra 2023